近些年越來越多工廠使用西部慢走絲,這是一個非常奇怪的現象,為什麼工廠對西部慢走絲需求量越來越高?日本西部慢走絲是由日本西部電機株式會社研發與生產的,並保持着日本原裝進口的銷售方式。是一款性價比 高效率高精密的慢走絲線切割機床。西部慢走絲銷往全國各地,滿足了客戶對於高精密零件加工的需求,性能穩定對人員技術依賴較低,西部慢走絲利用其功能特點為企業降低了零件報廢率,加工出的產品保持着精度一致性。擁有西部慢走絲是模具加工企業一種高精密加工能力的象征。
西部慢走絲的特點:日本原裝進口、高精密、高效率、自動化、穩定性極高。
早在1972年,西部電機成功地開發了世界上 台「CNC」絲線電火花放電加工機。
隨後在2003年推出了高精密和高生產性的M系列,並且還開發了提高了靜態型的機械精度的MM系列,
在2005年,又開發了作為集大成超精密機的MP250S型。
而後在2009年,追求超極限精密精度的中沖程機器,並且與超精密的機器相匹敵的高精密機SuperMM系列誕生了。
用MM系列培養的"手工刮花"傳統技術和發揮了MP250S的經驗,成功實現了節距精度2μm,降低了成本。
堅信商品的機械精度方面,性價比方面,能夠讓顧客最滿意。

超越了MM的加工精度
實現了勝過MM的節距加工精度
實現了超越了MM的加工精度。
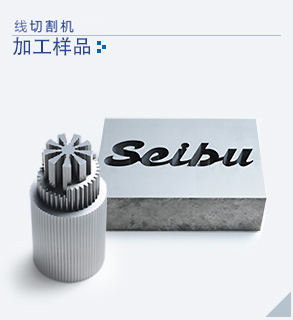
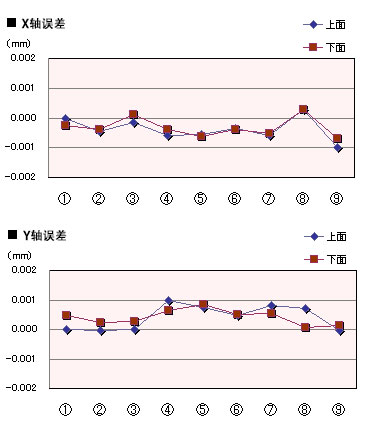
工件材質:SKD11
工件板厚:20mm
所使用的線直徑:φ0.2mm
加工次數:5回
加工面粗糙程度:Ra0.21μm/Rz1.76μm
三維測量機:ZEISS PRISMO5 SPACC
在上圖中的行程節距加工中,達到了X軸的範圍是1.4μm,Y軸的範圍是1.2μm這個精度。
用打翻傳統的常識的水準實現了「超高精度領域加工」。
確實實現了斷線后自動結線裝置機能和行業 的節距,形狀精度為顧客的提高生產性,精度做出了貢獻。
實現了對應的超精密的模具的加工精度,
並且用世界 的自動結線裝置能夠加工順送的板材加工以及結線回數很多的加工也能放心地使用。
φ0.05絲線自動供給對應化(實際使用的自動接線成功率超過90%以上)
在MM中有了φ0.07絲線的對應機,但是在SuperMM中超精密,微小加工中不可缺少的φ0.05絲線也能夠對應。
人的頭髮是80-100μm。
比這更細的50μm的絲線在80μm的起始穿線孔處也能夠接線,並且實際上的接線成功率確實能超過90%。
很確信地說,不僅能夠實現超精密模具加工而且也能進行小型精密零件加工,用Super mm 1台能夠在更廣氾的領域隨機應變。

SuperMM35A
| 工件的 尺寸W×D×H |
650×550×220mm |
| 工件的 質量 |
350kg |
| 各軸移動量XXYXZ |
350×250×230mm |
| 使用絲線電極直徑 |
φ0.05~φ0.3mm 標準φ0.20mm |
| 使用的絲線供給裝置 |
AWF-4 標準裝備 |
| U-V軸的移動量 U×V |
±60×±60mm |
| 錐角 |
±10°/板厚220mm(±45°/板厚40mm :供選擇) |
| 外形寸法 W×D×H |
1,370×1,765×1,990mm |
| 質量 |
2,900kg |
SuperMM50A
| 工件的 尺寸W×D×H |
800×650×300mm |
| 工件的 質量 |
800kg |
| 各軸移動量XXYXZ |
500×350×310mm |
| 使用絲線電極直徑 |
φ0.05~φ0.3mm 標準φ0.20mm |
| 使用的絲線供給裝置 |
AWF-4 標準裝備 |
| U-V軸的移動量 U×V |
±60×±60mm |
| 錐角 |
±10°/板厚220mm(±45°/板厚40mm :供選擇) |
| 外形寸法 W×D×H |
1,680×1,915×2,070mm |
| 質量 |
3,400kg |