共立合金 钨钢材料
 |
 |
 |
|
| 从1938年创立以来,Everloy公司一直紧随时代发展不断成长、发展。作为拥有超过半个世纪经验的超硬合金专业厂家,为了满足用户在各种耐磨损、模具用超硬材料、以及精密模具部件等广泛领域的需求,我们一直努力不断开发新型材料。 |
超硬合金材料
株式会社共立合金制作所 G4,G5,KD20,EF10,KX01,MC20 中国华南地区总代理
公司简介
Everloy公司自昭和13年(1938年)创立,至今Everloy公司以超硬合金和喷嘴的制造、销售为主页,以开发能力、技术能力奠定了今天的基础。通过客户的协助和全体员工的齐心协力克服了迄今为止的历次严酷考验。今后,技术革新和国际竞争的激化等因素的存在,将使Everloy面临着更加苛刻的环境。
|
供应与需求
2 本公司走在供应和需求的发展前列,
随时不断开发新型材料。
若找不到您想要的材料,请咨询本公司。
 服务与维护 服务与维护
|
|
|
| ■ 电子部件用模具材料 |
| 冲裁模用材料:根据被加工材料的板厚、压力加工条件选用 |
| 薄板、高速加工(IC导线架等) |
····· |
KD类 A10W |
| 软质金属加工(纯铜) |
····· |
MC30 |
| ■ 非磁性合金 |
|
|
| 磁场形成用模具、机械密封等 |
····· |
KN20 |
| ■ 磨损用合金 |
|
|
喷砂喷嘴、清理喷嘴等
苛刻磨损工况下 |
····· |
SS类 |
| ■ 耐腐蚀合金 |
|
|
| 提高了通用材料KD20的长时间线切割下的耐腐蚀性 |
····· |
WD20 |
|
|
|
|
| Everloy模具用模头可从以下类型中选用。将按您的要求提供产品。 |
1. 烧结品※
(按要求尺寸烧结产品) |
2. 磨削模头
(部分加工的产品) |
3. 规格成品 |
|
| ※ 烧结品情况下,保留精加工余量。 |
|
 |
|
材料种类一览表
|
 |
| 耐磨损、耐冲击工具用合金 |
H1 G1 G2 G3 G4 G5 TB6 TB7 G8 |
 详细介绍 详细介绍 |
|
| 微粒子合金 |
KD05 KD10 KD20 KD40 |
详细介绍 |
|
| 超细微粒子合金 |
EF05 EF10 EF20 |
详细介绍 |
|
| 放电加工用合金 |
A10W |
详细介绍 |
|
| 高耐磨损用合金 |
SS13 SS15 |
详细介绍 |
|
| 软质材料用合金 |
MC30 |
详细介绍 |
|
| 非磁性合金 |
KN20 |
详细介绍 |
|
| 不锈钢加工用合金 |
KX01 |
详细介绍 |
|
| 切削用 |
H1 G1 G2 G3 G4 |
详细介绍 |
|
| 水介质线切割加工用合金 |
WD20 |
详细介绍 |
 |
|
|
|
|
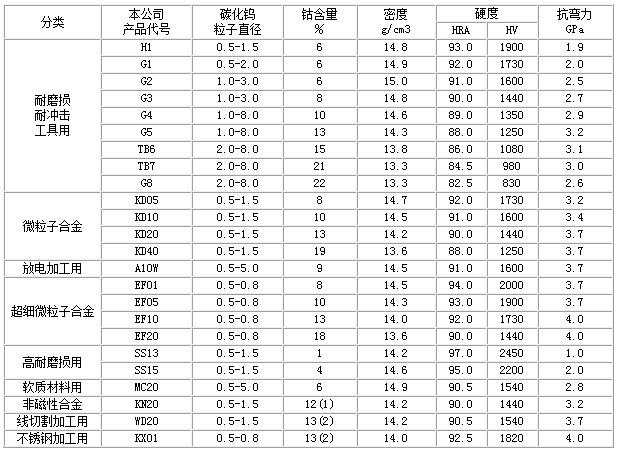
本公司的材料种类和物理性能(代表值)请参照下表。
|
|
分类
|
本公司
产品代号
|
碳化钨
粒子直径
|
钴含量
%
|
密度
g/cm3
|
硬度
|
抗弯力
GPa
|
|
HRA
|
HV
|
|
耐磨损
耐冲击
工具用
|
H1
|
0.5-1.5
|
6
|
14.8
|
93.0
|
1900
|
1.9
|
|
G1
|
0.5-2.0
|
6
|
14.9
|
92.0
|
1730
|
2.0
|
|
G2
|
1.0-3.0
|
6
|
15.0
|
91.0
|
1600
|
2.5
|
|
G3
|
1.0-3.0
|
8
|
14.8
|
90.0
|
1440
|
2.7
|
|
G4
|
1.0-8.0
|
10
|
14.6
|
89.0
|
1350
|
2.9
|
|
G5
|
1.0-8.0
|
13
|
14.3
|
88.0
|
1250
|
3.2
|
|
TB6
|
2.0-8.0
|
15
|
13.8
|
86.0
|
1080
|
3.1
|
|
TB7
|
2.0-8.0
|
21
|
13.3
|
84.5
|
980
|
3.0
|
|
G8
|
2.0-8.0
|
22
|
13.3
|
82.5
|
830
|
2.6
|
|
微粒子合金
|
KD05
|
0.5-1.5
|
8
|
14.7
|
92.0
|
1730
|
3.2
|
|
KD10
|
0.5-1.5
|
10
|
14.5
|
91.0
|
1600
|
3.4
|
|
KD20
|
0.5-1.5
|
13
|
14.2
|
90.0
|
1440
|
3.7
|
|
KD40
|
0.5-1.5
|
19
|
13.6
|
88.0
|
1250
|
3.7
|
|
放电加工用
|
A10W
|
0.5-5.0
|
9
|
14.5
|
91.0
|
1600
|
3.7
|
|
超细微粒子合金
|
EF01
|
0.5-0.8
|
8
|
14.5
|
94.0
|
2000
|
3.7
|
|
EF05
|
0.5-0.8
|
10
|
14.3
|
93.0
|
1900
|
3.7
|
|
EF10
|
0.5-0.8
|
13
|
14.0
|
92.0
|
1730
|
4.0
|
|
EF20
|
0.5-0.8
|
18
|
13.6
|
90.0
|
1440
|
4.0
|
|
高耐磨损用
|
SS13
|
0.5-1.5
|
1
|
14.2
|
97.0
|
2450
|
1.0
|
|
SS15
|
0.5-1.5
|
4
|
14.6
|
95.0
|
2200
|
2.0
|
|
软质材料用
|
MC20
|
0.5-5.0
|
6
|
14.9
|
90.5
|
1540
|
2.8
|
|
非磁性合金
|
KN20
|
0.5-1.5
|
12(1)
|
14.2
|
90.0
|
1440
|
3.2
|
|
线切割加工用
|
WD20
|
0.5-1.5
|
13(2)
|
14.2
|
90.5
|
1540
|
3.7
|
|
不锈钢加工用
|
KX01
|
0.5-0.8
|
13(2)
|
14.0
|
92.5
|
1820
|
4.0
|
|
|
(1)表示镍含量 (2)表示钴+镍的含量
其他的详细数值在产品目录中标明。请咨询或索取产品目录。
|
|
按不同用途选择材料种类的标准
|
| |
用途、特性 |
选用标准 |
| 一般用途 |
1 |
冲裁模 |
最普通的是G5,冲击较小时采用G2~G4,厚板等伴随较大冲击情况下,选用TB6、TB7。 |
| 2 |
弯板模 |
最普通的是G5,冲击较小时采用G4,厚板等伴随较大冲击情况下,选用TB6、TB7。 |
| 3 |
拉伸模 |
最普通的是G3,冲击较小时采用G2,厚板等伴随较大冲击情况下,选用G4、G5。 |
| 4 |
挤拉模 |
最普通的是G3,冲击较小时采用G2,厚板等伴随较大冲击情况下,选用G4。 |
| 5 |
切断刃 |
一般采用G5,伴随冲击时,选用TB6、TB7。 |
| 6 |
压花模 |
一般采用TB7,冲击较小时采用TB6,厚板等伴随较大冲击情况下,选用G8。 |
| 7 |
导向块类 |
虽然也可用G1、G2,使用上G3更安全。 |
| 特殊用途 |
8 |
耐纵摇性 |
一般采用KD类,需要锐利锋刃时选用EF类。 |
| 9 |
耐电加工性 |
一般采用KD类,为了抑制对放电块的影响可选用A10W。另外,在采用水作为加工液时如需要抑制腐蚀可选用WD20。 |
| 10 |
高耐磨损性 |
一般来讲,H1硬度 耐磨损性良好,如想进一步提高耐磨性,可选用对使用有一定要求的SS类材料。 |
| 11 |
非磁性、耐腐蚀性 |
磁场成形用模具等需要非磁性材料时,选择KN20。同时,KN20有优良的耐腐蚀性、耐氧化性,也可用于机械密封和镜片成形用模具。 |
| 12 |
软质金属加工用 |
加工纯铁、纯铜等易于超硬合金反应的金属时,选用可抑制反应的MC30。 |
| 13 |
不锈钢加工用 |
加工不锈钢等热传导率低、易产生加工硬化的金属时,选用KX01。 |
|
|
|
|
|
|